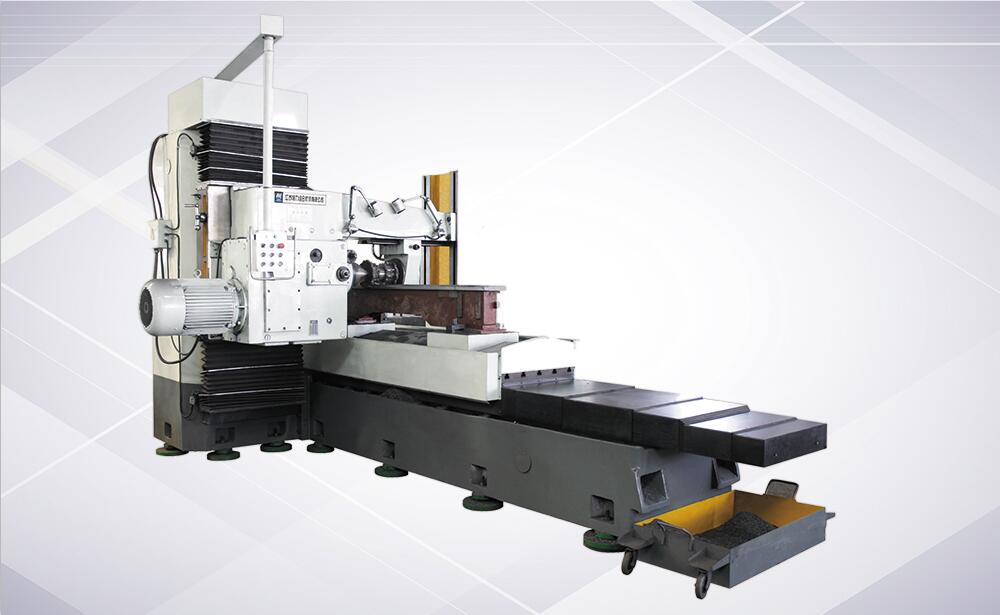
For the machine tool manufacturing company, it designs the milling machines for various types of machine bed guide rails. The traditional planer process requires multiple tool change and clamping, with an average of 100 minutes per piece. The machine tool is used to produce only 18 minutes/piece of production beats. Processing is completed at one time. The production efficiency is 5.6 times higher than traditional processes. Effectively reduce labor intensity, increase production and production efficiency, and enhance the competitiveness of enterprises.
| The main parameters | TIPE UNIT |
DGX/Ⅰ | DGX/Ⅱ | DGX/Ⅲ | |
| Table area (width x length) | ㎜ | 630×2000 | 630×3200 | 800×4800 | |
| Worktable maximum travel | ㎜ | 2500 | 3000 | 5500 | |
| T-slot (number of slots - slot width × slot distance) | ㎜ | 5-22×135 | 5-22×135 | 5-22×175 | |
| Table feed rate | Work into | mm/min | 63~315 | 100~500 | 100~500 |
| Fast forward | 4400 | 5950 | 5950 | ||
| Spindle center to table distance | ㎜ | 100~800 | 200~900 | 200~900 | |
| Spindle bearing diameter | ㎜ | Ø110 | Ø140 | Ø140 | |
| Spindle end specifications | Number 50 | Number 50 | Number 50 | ||
| Spindle sleeve travel | ㎜ | 70 | 80 | 80 | |
| Spindle speed range | r/min | 40~275 | 63~400 | 63~400 | |
| main motor power | Kw | 15kw | 22kw | 22kw | |
| Machine dimension | mm3 | 4850×2900×3200 | 7800×3600×3600 | 12400×2870×3290 | |



